






Stroj za vrtanje s prirobnico gredi s štirimi postajami

Funkcije stroja
Serija CNC vrtalnih in rezkalnih strojev s štirimi postajami se uporablja predvsem za krožno obdelavo prirobnic in se lahko uporablja tudi za učinkovito vrtanje/rezkanje obdelovancev z debelinami znotraj učinkovitega območja, kot so polovične gredi, ravne plošče, prirobnice, diski in obroči / Narezovanje / povrtavanje / graviranje in drugi postopki. Skoznje in slepe luknje je mogoče izvrtati na preprostih materialih in kompozitnih materialih. Stroj je digitalno krmiljen za enostavno upravljanje. Lahko doseže avtomatizacijo, visoko natančnost, več sort, množično proizvodnjo.
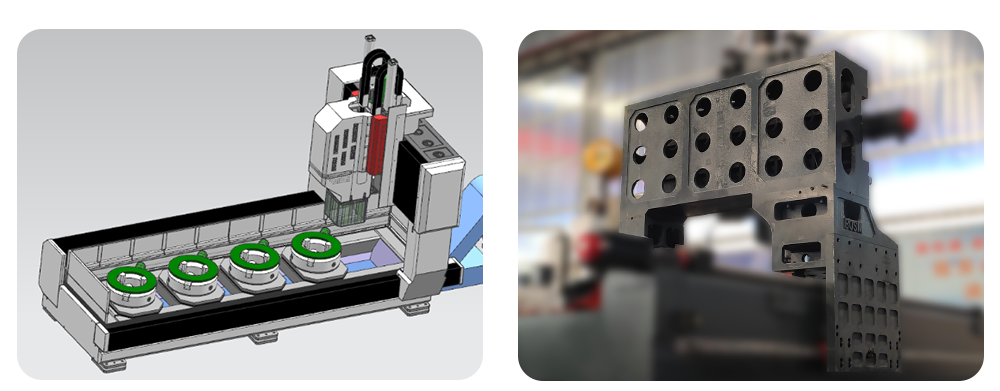
Struktura stroja
Ta stroj ima večinoma delovno mizo, štiri komplete hidravličnih štiričeljustnih samocentrirnih vpenjal, mobilno streho, mobilno drsno sedlo, vrtalno in rezkalno glavo, avtomatsko mazalno napravo in zaščitno napravo, krožno hladilno napravo, digitalni nadzorni sistem in električni sistem. Sestava itd. Podpora in vodenje vodila kotalne linije in natančnega pogona vodilnega vijaka ima strojno orodje visoko natančnost pozicioniranja in ponavljajočo se natančnost pozicioniranja.
1. Posteljna delovna miza:
Postelja je izdelana iz jeklenih konstrukcijskih delov. Končano je s sekundarno obdelavo popuščanja. Ima dobro dinamično in statično togost in se ne deformira. Delovna miza uporablja štiri sklope 500 mm štiričeljustnih samocentrirnih hidravličnih vpenjal za hitro vpenjanje obdelovancev. Na obeh straneh postelje sta nameščena dva para linearnih kotalnih vodil ultra visoke zmogljivosti. Po pozicioniranju sta dva kompleta uvoženega visokointenzivnega zaklepanja. Zmogljiva objemka tirnice je trdno nameščena in zaklenjena na tirnici. Objemka se popolnoma prilega, ne da bi poškodovala drsnik tirnice. Čas odpiranja in zapiranja objemke je le 0,06 sekunde, kar močno skrajša čas obdelave. Pogonski sistem uporablja absolutni servo motor avtobusa in natančnost. Kroglični vijak poganja portal, da se premika v smeri osi Y. Na dnu postelje so razporejeni nastavljivi vijaki, s katerimi lahko enostavno nastavite nivo posteljne mizice.
2.Mobilni portal:
Mobilni portal je ulit iz sivega železa 250. Višina težkega nosilca je 800 mm, da se poveča njegova trdnost. Na sprednji strani portala sta nameščena dva superzmogljiva kotalna para linearnih vodil. Modri drsnik uporablja par natančnih krogličnih vijakov in servo motor za premikanje drsnika napajalne glave v smeri osi Y. Na drsniku električne glave je nameščena vrtalna glava. Premikanje portala se izvede s servo motorjem, ki poganja matico krogličnega vretena, da se vrti na krogličnem vretenu prek natančne sklopke.
3.Mobilno drsno sedlo:
Mobilni drsni sedež je natančna strukturna komponenta iz litega železa. Drsno sedlo je razširjeno in povečano, da se poveča sredinska razdalja vodila. Dva sklopa kotalnih linearnih vodilnih parov ultra visoke zmogljivosti in natančnih parov krogličnih vijakov sta povezana z visoko natančno roko. Zavorni servo motor poganja vrtalno glavo, da se premakne v smeri osi Z, kar lahko doseže hitro naprej, industrijsko napredovanje, hitro previjanje nazaj in zaustavitev električne glave. S funkcijami samodejnega lomljenja ostružkov, odstranjevanja ostružkov, pavze.

4.Moč vrtalne glave:
Vrtalna glava uporablja namenski servo motor vretena. Natančno mehansko vreteno poganja pojemek zobatega sinhronskega jermena za povečanje navora. Vreteno uporablja sprednje tri-, dvo- in petvrstne japonske kotne ležaje za doseganje brezstopenjskega spreminjanja hitrosti. Hitra in enostavna zamenjava, dovod poganjata servo motor in kroglični vijak. Osi X in Y je mogoče povezati, krmiljenje s polzaprto zanko pa je mogoče uporabiti za doseganje funkcij linearne in krožne interpolacije.
5. Samodejni transporter odrezkov s ploščato verigo in krožna hladilna naprava
Ta stroj je opremljen z avtomatskim transporterjem odrezkov s ploščato verigo in zbiralnikom odrezkov. Obtočna hladilna naprava je opremljena s papirnatim filtrom, ki ima visokotlačno notranjo hladilno črpalko in nizkotlačno zunanjo hladilno črpalko za notranje in zunanje hlajenje orodja.
5.1 Avtomatska naprava za mazanje in zaščitna naprava:
Ta stroj je opremljen s tajvansko originalno avtomatsko mazalno napravo za volumetrični delni tlak, ki lahko samodejno maže vodilne tirnice, vodilne vijake in druge gibljive pare, in ni mrtvega kota, ki zagotavlja življenjsko dobo stroja. Os X in Y obdelovalnega stroja sta opremljeni z zaščitnimi pokrovi, odpornimi proti prahu, okoli delovne mize pa so nameščeni nepremočljivi ščitniki proti škropljenju.
6. CNCnadzorni sistem:
6.1. S funkcijo lomljenja odrezkov je mogoče čas lomljenja odrezkov in cikel lomljenja odrezkov nastaviti na vmesniku človek-stroj.
6.2. S funkcijo dvigovanja orodja lahko višino dviga orodja nastavite na vmesniku človek-stroj. Pri vrtanju na to višino se sveder hitro dvigne nad obdelovanec, nato se odrezek razbije, nato pa hitro premakne na vrtalno površino in se samodejno pretvori v delo.
6.3. Centralizirana krmilna omarica in ročna enota uporabljata numerični nadzorni sistem in sta opremljena z vmesnikom USB in LCD zaslonom. Da bi olajšali programiranje, shranjevanje, prikazovanje in komunikacijo, ima operacijski vmesnik funkcije, kot so dialog človek-stroj, kompenzacija napak in samodejni alarm.
6.4. Oprema ima funkcijo predogleda in ponovnega preverjanja položaja luknje pred obdelavo, delovanje pa je zelo priročno.

7. Tirna objemka:
Objemka je sestavljena iz glavnega telesa objemke, aktuatorjev itd. Je visoko zmogljiva funkcionalna komponenta, ki se uporablja v povezavi z kotalnim linearnim vodilnim parom. S pomočjo načela širjenja sile klinastega bloka ustvarja močno vpenjalno silo; ima fiksni portal, natančno pozicioniranje, zaščito pred vibracijami in funkcijo za izboljšanje togosti.
Ima naslednje značilnosti:
Ø 1)Varna in zanesljiva, močna vpenjalna sila, ki vpenja nepremično os XY med obdelavo vrtanja in navoja.
Ø 2)Izjemno visoka vpenjalna sila poveča togost aksialnega podajanja in preprečuje raztrganje, ki ga povzročajo vibracije.
Ø 3)Hiter odziv, odzivni čas odpiranja in zapiranja je samo 0,06 sekunde, kar lahko zaščiti strojno orodje in podaljša življenjsko dobo vodilnega vijaka.
Ø 4)Vzdržljiva, ponikljana površina, dobra odpornost proti rjavenju.
Ø 5)Nova zasnova za preprečevanje trdega udarca pri zategovanju.

Specifikacijan
| Model | BOSM-DS500 | Enota | |
| Največja velikost obdelovanca | Zunanji premer | 50-500 | mm |
| Največja višina obdelovanca | 300 | Kg | |
| Premer obdelovanca polovice gredi | ≤200 | mm | |
| Dolžina gredi | 700 mm se lahko poveča glede na temelj | mm | |
| Debelina obdelovanca | ≤5-krat premera svedra | mm | |
| Vertikalna vrtalna glava | KOL | 1 | kos |
| Konus vretena | BT40 | ||
| Premer svedra | Φ2–Φ36 | mm | |
| Domet dotika | M6-M24 | ||
| Hitrost vretena | 30~3000 | r/mm | |
| Moč motorja servo vretena | 15 | Kw | |
| Razdalja od dna vretena do delovne mize | 150-550mm±20 | mm | |
| Bočno premikanje močne glave (X os) | MAKS. potovanja | 2600 | mm |
| Hitrost osi X | 0~8 | m/min | |
| Moč servo motorja osi X | 2.4 | Kw | |
| Vzdolžno gibanje gibljivega žarka (os Y) | MAKS. potovanja | 500 | mm |
| Hitrost osi Y | 0~8 | m/min | |
| Moč servo motorja osi Y | 2.4 | Kw | |
| Navpično pomikanje pragov (Z Z) | MAKS. potovanja | 400 | mm |
| Hitrost osi Z | 0~4 | m/min | |
| Moč servo motorja osi Z | 1×2,4 zavora | Kw | |
| Natančnost pozicioniranja | 500x500 | ±0,03 | mm |
| Natančnost indeksiranja | 360° | ±0,001° | |
| Velikost stroja | Dolžina x širina x višina | 3600×1650×2300 | mm |
| Teža stroja | 8.5 | T | |
Inšpekcija kakovosti
Vsak stroj je kalibriran z laserskim interferometrom britanskega podjetja RENISHAW, ki natančno preverja in kompenzira napake naklona, zračnost, natančnost pozicioniranja in ponavljajočo se natančnost pozicioniranja, da zagotovi dinamično, statično stabilnost in natančnost obdelave stroja. . Preizkus krogličnih palic Vsak stroj uporablja preizkuševalnik krogličnih palic britanskega podjetja RENISHAW za popravljanje prave natančnosti kroga in ma
izdelajte geometrijsko natančnost in hkrati izvajajte poskuse krožnega rezanja, da zagotovite natančnost strojne 3D obdelave in natančnost kroga.

Okolje uporabe strojnega orodja
1.1 Okoljske zahteve za opremo
Ohranjanje konstantne temperature okolja je bistven dejavnik za natančno obdelavo.
(1) Razpoložljiva temperatura okolja je -10 ℃ ~ 35 ℃. Ko je temperatura okolja 20 ℃, mora biti vlažnost 40 ~ 75%.
(2) Da bi ohranili statično natančnost obdelovalnega stroja v določenem območju, mora biti optimalna temperatura okolice 15 °C do 25 °C s temperaturno razliko
Ne sme preseči ± 2 ℃ / 24h.
1.2 Napajalna napetost: 3-fazna, 380 V, nihanje napetosti znotraj ± 10 %, napajalna frekvenca: 50 HZ.
1.3 Če je napetost v območju uporabe nestabilna, mora biti strojno orodje opremljeno z reguliranim napajanjem, da se zagotovi normalno delovanje strojnega orodja.
1.4. Strojno orodje mora imeti zanesljivo ozemljitev: ozemljitvena žica je bakrena žica, premer žice ne sme biti manjši od 10 mm², upor ozemljitve pa nižji od 4 ohmov.
1.5 Da bi zagotovili normalno delovanje opreme, če stisnjen zrak vira zraka ne izpolnjuje zahtev vira zraka, je treba pred zračnim virom dodati sklop naprav za čiščenje vira zraka (razvlaževanje, razmaščevanje, filtriranje). dovod zraka stroja.
1.6. Opremo je treba hraniti stran od neposredne sončne svetlobe, virov vibracij in toplote ter stran od visokofrekvenčnih generatorjev, električnih varilnih strojev itd., da preprečite okvaro stroja ali izgubo natančnosti stroja.
Pred in po storitvi
1) Pred servisom
Skozi preučevanje zahtev in potrebnih informacij od strank ter povratnih informacij našim inženirjem je tehnična ekipa Bossman odgovorna za tehnično komunikacijo s strankami in oblikovanje rešitev ter strankam pomaga pri izbiri ustrezne rešitve za obdelavo in ustreznih strojev.
2) Po servisu
A. Stroj z enoletno garancijo in plačanim doživljenjskim vzdrževanjem.
B. Med enoletnim garancijskim obdobjem po tem, ko je stroj prispel v namembno pristanišče, bo BOSSMAN zagotovil brezplačne in pravočasne storitve vzdrževanja za različne napake na stroju, ki jih ni povzročil človek, in pravočasno brezplačno zamenjal vse vrste poškodovanih delov, ki jih ni povzročil človek. zaračunan Okvare, do katerih pride izven garancijskega roka, se popravijo z ustreznimi stroški.
C. Tehnična podpora v 24 urah na spletu, TM, Skype, e-pošta, pravočasno reševanje relativnih vprašanj. če tega ni mogoče rešiti, bo BOSSMAN nemudoma poskrbel za prihod poprodajnega inženirja na popravilo, kupec mora plačati VISA, letalske karte in namestitev.
Stran stranke






