GM5X-I 5-osni CNC brusilni stroj
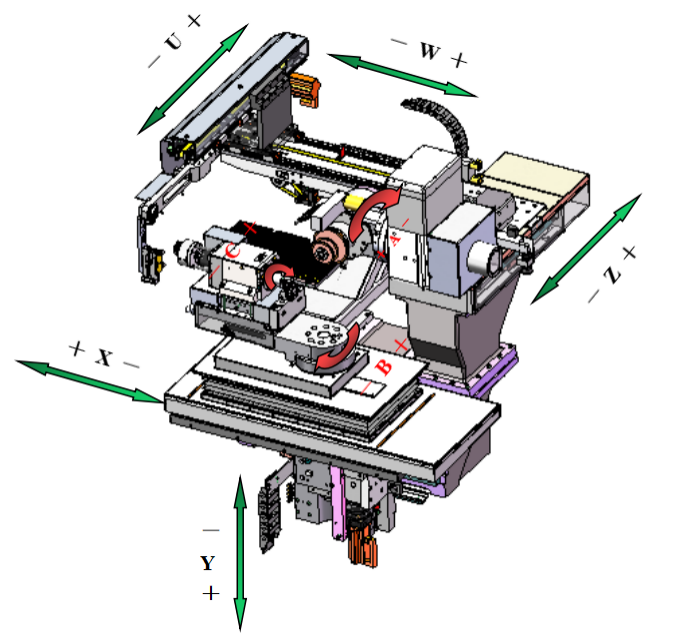
Diagram glavne strukture stroja
Obseg uporabe
Ta stroj izdeluje čelna rezkala in svedre, primerne za obdelavo trdih zlitin in materialov iz hitroreznega jekla.
Cikli izdelave orodij in brušenja
Standardni čelni rezkarji: rezanje utorov, podloga, ostrenje z grabljami, ostrenje spodnjega roba, digitalizacija, ponovno brušenje.
1. Tehnične specifikacije
| št | Vsebina | Zahteva | številka | Enota |
| 1.1 | Mere obdelovanca | |||
| 1.1.1 | Dolžina vpenjanja | ≤ | 230 | mm |
| 1.1.2 | Premer vpenjanja | med | 2-20 | mm |
| 1.1.3 | Dolžina brušenja | ≤ | 150 | mm |
| 1.1.4 | Premer brušenja | med | 0,3-12 | mm |
| 1.2 | Brusilno vreteno | |||
| 1.2.1 | Vrsta pogona | Natančno | direktni pogon | - |
| 1.2.2 | Moč | nazivna moč | 13.6 | kW |
| 1.2.3 | Hlajenje | Natančno | Ohlajeno z oljem | - |
| 1.2.4 | Nadzor hitrosti brusilnega kolesa | Natančno | Brezstopenjska hitrost | - |
| 1.2.5 | Hitrost | med | 0-10000 | vrtljajev na minuto |
| 1.2.6 | Število brusilnih glav vretena | Natančno | 2 | kos |
| 1.3 | Brusilno kolo | |||
| 1.3.1 | Premer | ≤ | 150 | mm |
| 1.3.2 | Največje število brusov na vreteno | ≤ | 4 | kos |
| 1.3.3 | Premer vretena brusov | Natančno | 25 | mm |
| 1.3.4 | Programsko nadzorovano dovajanje hladilne tekočine | Natančno | ja | - |
| 1.3.5 | Število šob hladilne tekočine | ≥ | 3 | kos |
| 1.4 | Sistem za vpenjanje obdelovanca | |||
| 1.4.1 | Vpenjalni sistem | Natančno | Hidravlični, avtomatski | - |
| 1.4.2 | Vpenjalna sponka | Natančno | SCHAUBLIN W20 | - |
| 1.4.3 | Vrsta pogona | Natančno | direktni pogon | - |
| 1.5 | Parametri osi | |||
| 1.5.1 | Vrsta | Natančno | linearni | - |
| 1.5.2 | Hod po osi X | ≤ | 280 | mm |
| 1.5.3 | Hod po osi Z | ≤ | 130 | mm |
| 1.5.4 | Hod po osi Y | ≤ | 230 | mm |
| 1.5.5 | Ločljivost osi XYZ | Natančno | 0,0001 | mm |
| 1.5.6 | Hitrost osi XYZ | ≤ | 10 | m/min |
| 1.5.7 | Hod osi A | ≤ | 360 | stopnja |
| 1.5.8 | Ločljivost osi A | Natančno | 0,0001 | stopnja |
| 1.5.9 | Hitrost osi A | ≤ | 300 | vrtljajev na minuto |
| 1.5.10 | Hod osi B | ± | 210 | stopnje |
| 1.5.11 | Hitrost osi B | ≤ | 12 | vrtljajev na minuto |
| 1.6 | Sistem nakladanja in razkladanja | |||
| 1.6.1 | Sistem nakladanja in razkladanja | Natančno | Robotska roka v obliki nosilca | - |
| 1.6.2 | Število pladnjev | Natančno | 2 | kos |
| 1.6.3 | Samodejno nalaganje in razkladanje premera obdelovanca | Med | 2-12 | mm |
| 1.6.4 | Samodejno nalaganje in razkladanje dolžine obdelovanca | ≤ | 40-200 | mm |
| 1.6.5 | Največje število obdelovancev | ≤ | 300 | kos |
| 1.6.6 | Programska oprema | Natančno | ja | - |
| 1.7 | Druge komponente | |||
| 1.7.1 | Sposobnost zaznavanja obdelovancev na obdelovalnih strojih | Natančno | ja | - |
| 1.7.2 | Centraliziran avtomatski sistem mazanja | Natančno | ja |
|
| 1.7.3 | Tribarvna signalna svetilka | Natančno | ja | - |
| 1.8 | Neobvezno | |||
| 1.8.1 | Oprema za ločevanje oljne megle | Natančno | Neobvezno | - |
| 1.9 | Nadzor | |||
| 1.9.1 | Nadzorni sistem | Natančno | NUCN-IM8+ | - |
| 1.9.2 | Operacijska plošča | Natančno | Zaslon na dotik | - |
| 1.9.3 | Digitalna krmilna os | Natančno | ja | - |
| 1.9.4 | Barvni zaslon | Natančno | ja | - |
| 1.9.5 | Velikost zaslona | Natančno | 19 | palec |
| 1.10 | Programski modul za brušenje orodij | |||
| 1.10.1 | Preprosti rezkarji | Natančno | ja | - |
| 1.10.2 | Enostavne vaje | Natančno | ja | - |
| 1.10.3 | Način samodejnega zaznavanja sonde | Natančno | ja | - |
| 1.11 | Električni parametri opreme | |||
| 1.11.1 | Napetost | Natančno | 380 ± 10 % | V |
| 1.11.2 | Pogostost | Natančno | 50±10% | Hz |
| 1.11.3 | Moč | ≤ | 25 | KW |
| 1.12 | Dimenzije | |||
| 1.12.1 | Dolžina | ≤ | 2 000 | mm |
| 1.12.2 | širina | ≤ | 2 800 | mm |
| 1.12.3 | Višina | ≤ | 2 200 | mm |
| 1.12.4 | Kakovost | ≤ | 4 750 | kg |
2. Seznam standardne konfiguracije
| št | Vsebina | Model | Znamka | številka | ||
| 2.1 | Strojno orodje | |||||
| 2.1.1 | Konfiguracija osi X | |||||
| 2.1.1.1 | - Vijačna palica | Prilagojeno | NSK | 1 kos | ||
| 2.1.1.2 | - Železnica | 1×MR25-A2-760-20-20-G2-V2+BRK+SOSPL | SCHNEEBERGER | 2 kos | ||
| 2.1.2 | Konfiguracija osi Y | |||||
| 2.1.2.1 | - Vijačna palica | Prilagojeno | NSK | 1 kos | ||
| 2.1.2.2 | - Železnica | 1×MR35-C2-600-20-20-G2-V2+MRK | SCHNEEBERGER | 2 kos | ||
| 2.1.3 | Konfiguracija osi Z | |||||
| 2.1.3.1 | - Vijačna palica | Prilagojeno | NSK | 1 kos | ||
| 2.1.3.2 | - Železnica | 1×MR25-A2-850-20-20-G2-V2+BRK+SOSPL | SCHNEEBERGER | 2 kos | ||
| 2.1.4 | Konfiguracija osi A | |||||
| 2.1.4.1 | - Kotni kodirnik | ECN113 | HEIDENHAIN | 1 kos | ||
| 2.1.4.2 | - Motor z direktnim pogonom | MSP-1000-2-002-158 | HIWIN | 1 kos | ||
| 2.1.5 | Gramofon B-osi | Prilagojeno | GuTian | 1 kos | ||
| 2.1.6 | Električno vreteno z dvojno glavo s trajnim magnetom | Nazivna moč 7,1KW | Chuangyun | 1 kos | ||
| 2.1.7 | Triosni nosilni manipulator | - | Chuangyun | 1 kos | ||
| 2.1.8 | Pladenj | 148-LP-D4 | Chuangyun | 2 kos | ||
| 2.1.9 | Pladenj | 148-LP-D6 | Chuangyun | 2 kos | ||
| 2.1.10 | Pladenj | 148-LP-D8 | Chuangyun | 2 kos | ||
| 2.1.11 | Vpenjalna čeljust | D0,5-3,2/D3,0-7,0/D7-13 | Chuangyun | 1 komplet | ||
| 2.1.12 | Visoko natančen V-blok | (3-5) | Chuangyun | 1 kos | ||
| 2.1.13 | Visoko natančen V-blok | (5-7) | Chuangyun | 1 kos | ||
| 2.1.14 | Visoko natančen V-blok | (6-12) | Chuangyun | 1 kos | ||
| 2.1.15 | Collet | D4W20 (80-00004) | ŠAUBLIN | 1 kos | ||
| 2.1.16 | Sonda | TS150 | HEIDENHAIN | 1 kos | ||
| 2.1.17 | Palica za brusilno kolo (dolga) | 119 × ∅ 31,75 × ∅ 96 mm | Chuangyun | 1 kos | ||
| 2.1.18 | Palica za brusilno kolo (kratka) | 87×∅31,75×∅96 mm | Chuangyun | 1 kos | ||
| 2.1.19 | Klimatska naprava | - | YUEDE | 1 kos | ||
| 2.1.20 | Tribarvna signalna svetilka | DC24V | Schneider | 1 kos | ||
| 2.1.21 | Merilnik pretoka | SI5000 | IFM | 1 kos | ||
| 2.1.22 | Specifično napajanje pogona | 15KW | NEWCOM | 1 kos | ||
| 2.1.23 | Skupina elektromagnetnih ventilov | M4GE280R-CX-E20D-5-3 | CKD | 1 komplet | ||
| 2.1.24 | Samodejni sistem mazanja osi X, Y, Z | - | Tajvan | 1 komplet | ||
| 2.2 | Konfiguracija CNC sistema | |||||
| 2.2.1 | BOXPC | IMPC00S/P1 | Newcon | 1 kos | ||
| 2.2.2 | Filter moči | AGOFIL024A | ŠT | 1 kos | ||
| 2.2.3 | Filter moči | AGOFIL001S | ŠT | 1 kos | ||
| 2.2.4 | Odpornost | AGORES008 | ŠT | 1 kos | ||
| 2.2.5 | Glavno napajanje sistema | MDLL3015N00AN0I | ŠT | 1 kos | ||
| 2.2.6 | Servo voznik | MDLUX021B1CAN0I | ŠT | 4 kosi | ||
| 2.2.7 | Servo motor osi B | ZLS1002-H60-D3M1-NNSB-D16E40 | ŠT | 1 kos | ||
| 2.2.8 | Motor osi A | MSP-1000-2-002-158 | ŠT | 1 kos | ||
| 2.2.9 | Servo motor osi Y | ZLS1454-H30-DCM1-SNSB-D24E50 | ŠT | 1 kos | ||
| 2.2.10 | Servo motor X/Z osi | ZLS1153-H30-D3M1-NNSB-D19E40 | ŠT | 2 kos | ||
| 2.2.11 | Servo gonilnik osi U/W | ZLS0754-H60-D2M1-SNSB-D14E30 | ŠT | 2 kos | ||
| 2.2.12 | Servo motor V-osi | ZLS0754-H60-D2M1-SNSB-D14E30 | ŠT | 1 kos | ||
| 2.2.13 | Spojka | EX-1100 | Newcon | 1 kos | ||
| 2.2.14 | Vnos | EX-210H | Newcon | 2 kos | ||
| 2.2.15 | Izhod | EX-310H | Newcon | 2 kos | ||
| 2.2.16 | Analogni vhodni modul | EX-4054 | Newcon | 1 kos | ||
| 2.2.17 | Terminator | EX-TRE01 | Newcon | 1 kos | ||
| 2.2.18 | Operacijska plošča | IMOP4106/H | Newcon | 1 kos | ||
| 2.2.19 | NCK | IM8+ | Newcon | 1 kos | ||
| 2.2.20 | NCK | IMSO100006 | Newcon | 1 kos | ||
| 2.2.21 | NCK | IMSO100008 | Newcon | 1 kos | ||
| 2.2.22 | NCK | IMSO100012 | Newcon | 1 kos | ||
| 2.2.23 | NCK | IMPA100586 | Newcon | 1 kos | ||
| 2.2.24 | NCK | IMSO100373 | Newcon | 1 kos | ||
| 2.2.25 | NCK | IMSO100375 | Newcon | 1 kos | ||
| 2.2.26 | NCK | IMSO100335 | Newcon | 1 kos | ||
| 2.2.27 | NCK | IMSO100519 | Newcon | 1 kos | ||
| 2.2.28 | NCK | IMSO100392 | Newcon | 1 kos | ||
| 2.2.29 | NCK | IMSO100331 | Newcon | 1 kos | ||
| 2.2.30 | NCK | IMSO100535 | Newcon | 1 kos | ||
| 2.2.31 | NCK | IMSO100520 | Newcon | 1 kos | ||
| 2.2.32 | NCK | IMSO100560 | Newcon | 1 kos | ||
| 2.3 | Standardna konfiguracija programske opreme za brušenje orodij | |||||
| 2.3.1 | Preprost rezkar | Chuangyun se je sam razvil | 1 kos | |||
| 2.3.2 | Preprost vrtalnik | Chuangyun se je sam razvil | 1 kos | |||
| 2.3.3 | 3D preverjanje trkov s 3D strojno simulacijo | Chuangyun se je sam razvil | 1 kos | |||
| 2.3.4 | 3D simulacija orodja | Chuangyun se je sam razvil | 1 kos | |||
| 2.3.5 | Samodejno zaznavanje sonde | Chuangyun se je sam razvil | 1 kos | |||