






Težki CNC vrtalni rezkalni stroj

CNC vrtalni in rezkalni stroj
Visokohitrostni CNC vrtalni in rezkalni stroj
Strojna aplikacija
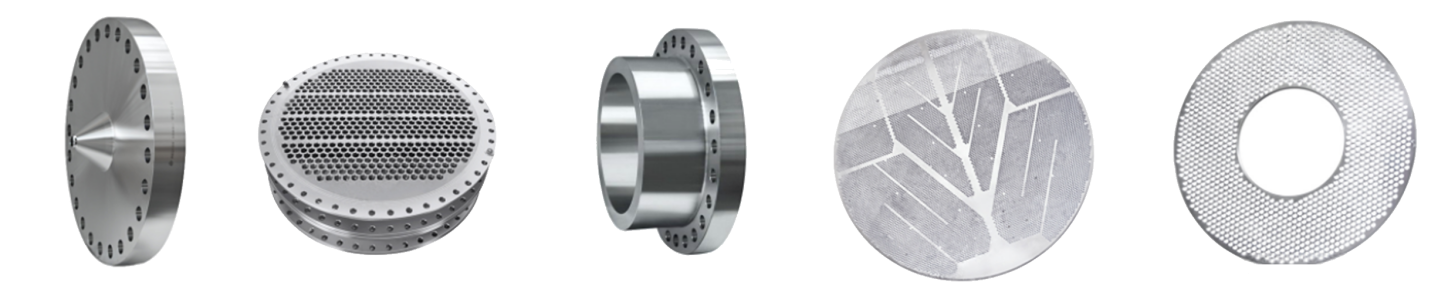
CNC vrtalni in rezkalni stroji se uporabljajo predvsem za učinkovito vrtanje obdelovancev z debelino znotraj učinkovitega območja, kot so plošče, prirobnice, diski in obroči. Skoznje in slepe luknje lahko izvrtamo v različne vrste materialov. Stroj je digitalno krmiljen z enostavnim upravljanjem. Lahko doseže avtomatizacijo, visoko natančnost, več sort, množično proizvodnjo.
Da bi zadostili potrebam obdelave različnih uporabnikov, je naše podjetje razvilo različne stroje. Poleg običajnih modelov ga je mogoče prilagoditi tudi glede na dejanske potrebe strank.
Struktura stroja
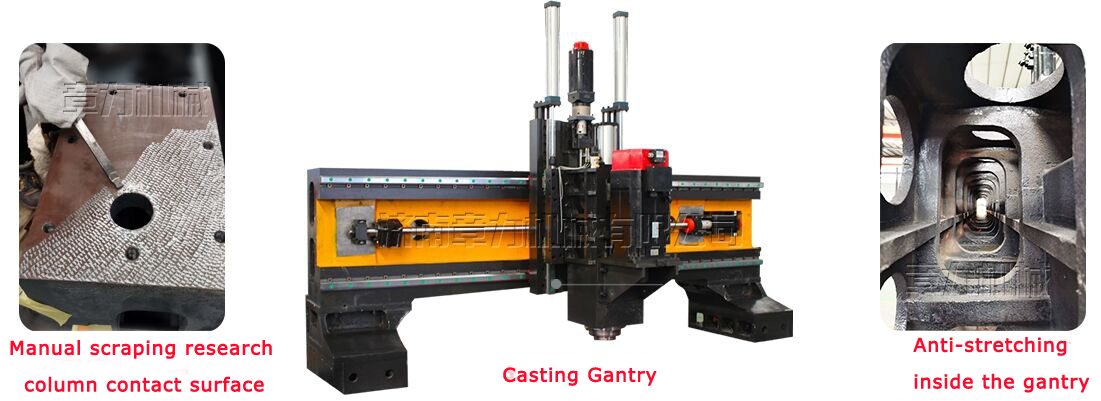
Ta oprema je v glavnem sestavljena iz posteljne mize, gibljivega portala, gibljivega drsnega sedla, vrtalnega in rezkalnega vretena, avtomatske naprave za mazanje in zaščitne naprave, krožne hladilne naprave, CNC krmilnega sistema, električnega sistema itd. Stroj ima visoko natančnost pozicioniranja in večkratno natančnost pozicioniranja, ki podpira in vodi vodilo kotalne vrvice in natančen pogon vodilnega vijaka.
1)Delovna miza:
Delovna miza ima ulito strukturo, letalo pa ima T-režo z razumno končno postavitvijo za vpenjanje obdelovancev. Nad posteljo so razporejeni T-utori. Pogonski sistem uporablja AC servo motor in precizni kroglični vijak za pogon na obeh straneh, da se portal premakne v smeri osi Y. Na dnu postelje so razporejeni nastavljivi vijaki, s katerimi lahko enostavno nastavite nivo posteljne mizice.
2)Movingportal:
Premični portal je ulit iz sive litine 250, na sprednji strani portala pa sta nameščena dva superzmogljiva kotalna para linearnih vodil. Komplet natančnega krogličnega vijačnega para in servo motorja poskrbita, da se drsnik pogonske glave premika v smeri osi X. Na drsniku električne glave je nameščena vrtalna glava. Premikanje portala se izvede s servo motorjem, ki poganja kroglično žico na krogličnem vretenu skozi natančno sklopko.

3)Movingdrsno sedlo:
Mobilni drsni sedež je natančna strukturna komponenta iz litega železa. Dva visokozmogljiva drsna vodila NC in komplet natančnih krogličnih vijačnih parov ter visokonatančni planetarni reduktor so povezani s servo motorjem za pogon vrtalne glave. Premikanje v smeri osi Z omogoča hitro previjanje naprej, delo naprej, hitro previjanje nazaj in zaustavitev pogonske glave. S funkcijami samodejnega lomljenja ostružkov, odstranjevanja ostružkov, pavze.
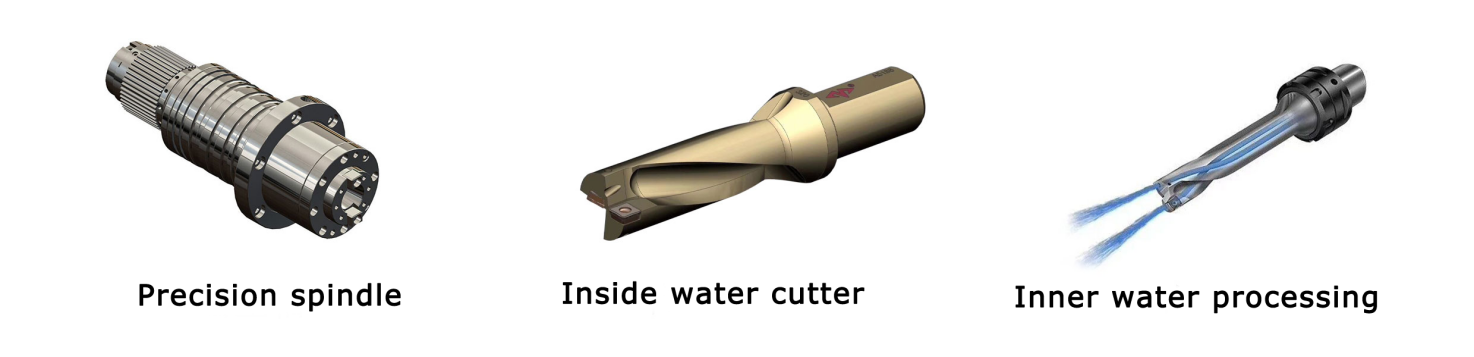
4)Vrtalna močna glava(vreteno):
Vrtalna glava uporablja namenski motor servo vretena, ki poganja namensko natančno vreteno z upočasnjevanjem zobatega sinhronskega jermena za povečanje navora. Vreteno uporablja sprednje tri-, dvo- in petvrstne japonske kotne ležaje za doseganje brezstopenjskega spreminjanja hitrosti. Hitra in enostavna zamenjava, dovod poganjata servo motor in kroglični vijak. Osi X in Y je mogoče povezati, krmiljenje s polzaprto zanko pa se uporablja za doseganje funkcij linearne in krožne interpolacije.
Konec vretena je stožčasta luknja BT40, opremljena z visokohitrostnim rotacijskim spojem Rotorfoss iz Italije, ki lahko uporablja visokohitrostni U sveder (nasilni sveder) in kronski sveder za odvajanje vode. Funkcija izpusta vode v središču vretena lahko izboljša učinkovitost rezanja, uresničite obdelavo globokih lukenj in zaščitite orodje za zmanjšanje stroškov uporabe.
5) Avtomatska naprava za mazanje in zaščitna naprava:
kot so vodila, vodilni vijaki, stojala itd., brez mrtvih vogalov, da se zagotovi življenjska doba obdelovalnega stroja. Os X in Y obdelovalnega stroja sta opremljeni z zaščitnimi pokrovi, odpornimi proti prahu, okoli delovne mize pa so nameščeni nepremočljivi ščitniki proti škropljenju.

6)CNC krmilni sistem:
6.1 S funkcijo lomljenja odrezkov lahko čas lomljenja odrezkov in cikel lomljenja odrezkov nastavite na vmesniku človek-stroj.
6.2 S funkcijo dviganja orodja lahko višino dviga orodja nastavite na vmesniku človek-stroj. Pri vrtanju na to višino se sveder hitro dvigne na vrh obdelovanca, nato se odrezek vrže in nato hitro premakne na vrtalno površino in se samodejno pretvori v delo.
6.3 Centralizirana krmilna omarica in ročna enota imata sistem numeričnega krmiljenja in sta opremljena z vmesnikom USB in LCD zaslonom s tekočimi kristali. Da bi olajšali programiranje, shranjevanje, prikazovanje in komunikacijo, ima operacijski vmesnik funkcije, kot so dialog človek-stroj, kompenzacija napak in samodejni alarm.
6.4 Stroj ima funkcijo predogleda in ponovnega preverjanja položaja luknje pred obdelavo, delovanje pa je zelo priročno.

7)Tirna objemka
Objemka je sestavljena iz telesa objemke in aktuatorja. To je visoko zmogljiva funkcionalna komponenta, ki se uporablja z kotalnim linearnim vodilnim parom. Ustvarja močno vpenjalno silo s pomočjo klinastega principa raztezanja bloka. Lastnosti, ki povečujejo togost.
Lastnosti:
- Varna in zanesljiva, močna vpenjalna sila, vpenjanje negibljive osi XY med obdelavo vrtanja in navoja.
- Izjemno visoka vpenjalna sila, poveča togost aksialnega podajanja in prepreči mikro premikanje, ki ga povzročajo vibracije.
- Hitra odzivnost, odzivni čas odpiranja in zapiranja je le 0,06 sekunde, kar ščiti obdelovalni stroj in izboljšuje življenjsko dobo vijaka.
- Trpežna, ponikljana površina, dobra odpornost proti rji.
Nova zasnova za preprečevanje trdega udarca pri vpenjanju.
8)Avtomatski odstranjevalec ostružkov in obtočna hladilna naprava:
Na zadnji strani delovne mize je nameščen avtomatski odstranjevalec ostružkov, na koncu pa filter. Avtomatski odstranjevalec ostružkov je ploščatega verižnega tipa, na eni strani pa je nameščena hladilna črpalka. Izhod čipa je povezan s centralnim sistemom za filtriranje vode. Hladilno sredstvo teče v ejektor ostružkov. Dvižna črpalka ejektorja odrezkov poganja hladilno tekočino v centralni sistem za filtriranje vode. Visokotlačna hladilna črpalka kroži filtrirano hladilno tekočino za rezanje in hlajenje. Opremljen je z vozičkom za transport ostružkov, ki je zelo priročen za prevoz železnih ostružkov. Ta oprema je opremljena z notranjim in zunanjim hladilnim sistemom za rezalnike. Pri vrtanju z visoko hitrostjo se rezila hladijo z notranjo vodo, med rahlim rezkanjem pa z zunanje strani.
Alarm za nizko vodo
1) Ko je hladilna tekočina v filtru na srednji ravni tekočine, sistem samodejno poveže motor za zagon in hladilna tekočina v odstranjevalcu ostružkov samodejno steče v filter. Ko je dosežen visok nivo tekočine, motor samodejno preneha delovati.
2) Ko je hladilna tekočina v filtru na nizki ravni, bo sistem samodejno pozval merilnik nivoja tekočine k alarmu, vreteno bo samodejno umaknilo orodje in stroj bo prekinil delo.
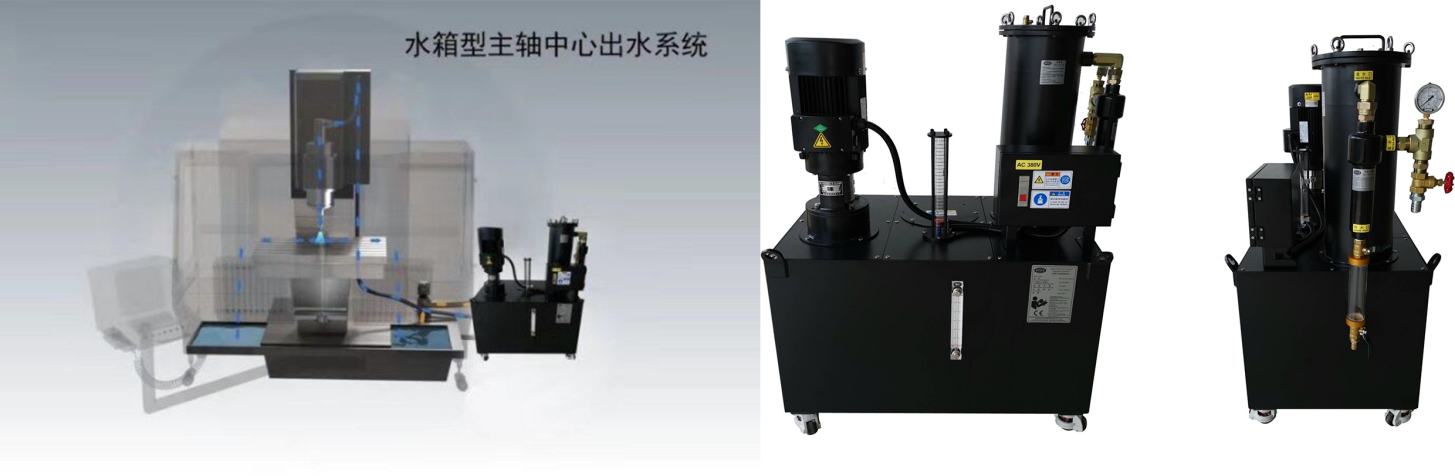
9)Centralni filtrirni sistem:
Stroj je standardno opremljen s centralnim sistemom za filtriranje vode, ki lahko učinkovito filtrira nečistoče v hladilni tekočini. Notranji vodni sistem za pršenje lahko prepreči zapletanje železnih zatičev v orodje med obdelavo, kar zmanjša obrabo orodja, podaljša življenjsko dobo orodja, izboljša končno obdelavo površine obdelovanca. Visokotlačni zatič za odvod vode na konici rezila lahko dobro zaščiti površino obdelovanca, zaščitite visokohitrostni rotacijski spoj, preprečite, da bi nečistoče blokirale rotacijski spoj, ter izboljšajte splošno kakovost obdelovanca in učinkovitost dela.
10)Kroglični vijak in integriran sedež motorja:
Osnova motorja je izdelek z visoko koncentričnostjo, ki povezuje kroglični vijak in motor. Parni ležaj s kotnim kontaktom (stopnja natančnosti C5) je integriran za izboljšanje natančnosti in zagotavljanje ničelne aksialne razdalje krogličnega vretena, ko je motor naprej in nazaj. Posebej je primeren za opremo za visoke hitrosti.
Natančnost montaže: kroglični vijak in motor sta nameščena v eno skozi osnovo motorja. Zmanjšajte napako koncentričnosti gredi motorja in gredi krogličnega vijaka, nadzorujte jo na plus ali minus 0,01 mm, pravokotnost končne ploskve pa je 0,01.
11)Samocentrirna miza s štirimi kleščami(neobvezno)
Delovna miza samocentrirne opreme je opremljena s štiričeljustno hidravlično samocentrirno vpenjalno glavo. Obdelovanec se lahko samodejno centralizira v enem vpenjalu, ne da bi vsak obdelovanec patruljiral, da bi našel središče. Vpenjanje je hitro in priročno.
Rešite težavo, da se obdelovanec z indeksnim krogom, manjšim od 1600 mm, vpne s pritiskom na ploščo po podajanju in nato z iskanjem središča, kar porabi manj časa in traja dlje časa vpenjanja kot čas obdelave.
Samocentrirna vpenjalna glava s štirimi čeljustmi, ki je bila neodvisno razvita z velikim hodom čeljusti, onemogoča, da bi se obdelovanec med vpenjanjem dotaknil čeljusti. Uporabljena je tračna struktura z blazinico. Rešuje situacijo, ko imajo hidravlične ali pnevmatske čeljusti malo hoda na trgu in bodo veliki obdelovanci pri dvigovanju udarjali v čeljusti in povzročali poškodbe vpenjal.
Štiri čeljusti na delovni mizi so v razstavljivem slogu, odstranitev zadnje delovne mize pa je običajna platforma z lastnim T-utorom. Izboljša obseg uporabe drugih obdelovancev poleg obroča.
Specifikacijan
| Model | BOSM-DT1010 | BOSM-DT2010 | BOSM-DT2016 | BOSM-DT2525 | |
| Delovna velikost | Dolžina*Širina (mm) | 1000x1000 | 2000 x 1000 | 2000x1600 | 2500x2500 |
| Vertikalna vrtalna glava | Konus vretena | BT40/BT50 | BT40/BT50 | BT40/BT50 | BT40/BT50 |
| Premer vrtanja (mm) | Φ40/Φ60 | Φ40/Φ60 | Φ40/Φ60 | Φ40/Φ60 | |
| Premer navoja (mm) | M24 / M36 | M24 / M36 | M24 / M36 | M24 / M36 | |
| Hitrost vretena (r/min) | 30~3000 | 30~3000 | 30~3000 | 30~3000 | |
| Moč vretena (kw) | 15/22 | 15/22 | 15/22 | 15/22 | |
| Razdalja od spodnjega dela vretena do delovne površine (mm) | 200~600 / 400~800 | 200~600 / 400~800 | 200~600 / 400~800 | 200~600 / 400~800 | |
| Ponovi natančnost pozicioniranja(X/Y/Z) | X/Y/Z | ±0,01/1000 mm | ±0,01/1000 mm | ±0,01/1000 mm | ±0,01/1000 mm |
| Bruto teža (T) | 8.5 | 11 | 13.5 | 16.5 | |
| Orodje za revije | Zalogovnik linijskega orodja | ||||
Inšpekcija kakovosti
Vsak Bosmanov stroj je kalibriran z laserskim interferometrom britanskega podjetja RENISHAW, ki natančno pregleduje in kompenzira napake nagiba, zračnost, natančnost pozicioniranja in ponavljajočo se natančnost pozicioniranja, da zagotovi dinamično, statično stabilnost in natančnost obdelave stroja. . Preizkus s krogličnim drogom Vsak stroj uporablja tester s krogličnim drogom britanskega podjetja RENISHAW za popravljanje prave natančnosti kroga in geometrijske natančnosti stroja ter hkrati izvaja poskuse krožnega rezanja, da se zagotovi natančnost strojne 3D obdelave in natančnost kroga.

Pred in po storitvi
1) Pred servisom
Skozi preučevanje zahtev in potrebnih informacij od strank ter povratnih informacij našim inženirjem je tehnična ekipa Bossman odgovorna za tehnično komunikacijo s strankami in oblikovanje rešitev ter strankam pomaga pri izbiri ustrezne rešitve za obdelavo in ustreznih strojev.
2) Po servisu
A. Stroj z enoletno garancijo in plačanim doživljenjskim vzdrževanjem.
B. Med enoletnim garancijskim obdobjem po tem, ko je stroj prispel v namembno pristanišče, bo BOSSMAN zagotovil brezplačne in pravočasne storitve vzdrževanja za različne napake na stroju, ki jih ni povzročil človek, in pravočasno brezplačno zamenjal vse vrste poškodovanih delov, ki jih ni povzročil človek. zaračunan Okvare, do katerih pride izven garancijskega roka, se popravijo z ustreznimi stroški.
C. Tehnična podpora v 24 urah na spletu, TM, Skype, e-pošta, pravočasno reševanje relativnih vprašanj. če tega ni mogoče rešiti, bo BOSSMAN nemudoma poskrbel za prihod poprodajnega inženirja na popravilo, kupec mora plačati VISA, letalske karte in namestitev.
Spletno mesto podjetja






